Product Description
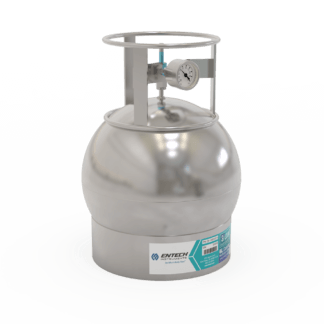
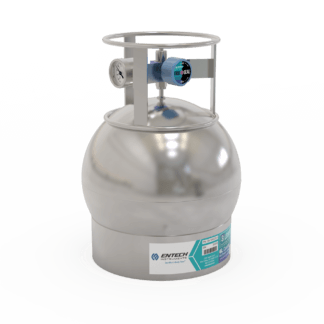
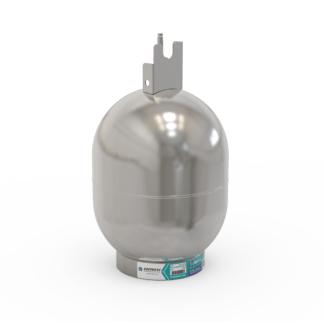
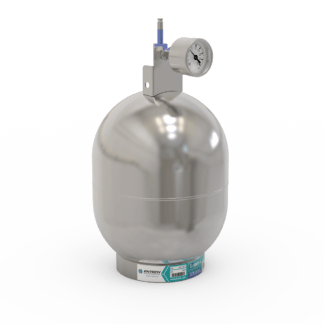
Entech’s SiloniteTM canisters feature a large volume capacity for detection of volatile chemicals down to the low part per trillion range. An inert and durable internal SiloniteTM coating provides a high-quality, long-term sample storage solution. Losses in the valve are avoided by using our new Toxic Organics ValveTM (TOV-2TM) which includes Entech’s new “sure-seal” technology and low carryover, replaceable nickel ferrules. An integrated valve guard is securely welded to the canister for superior light-weight valve protection without any stresses to the valve stem associated with heavy “strapped-type” valve guards. These canisters are certified to meet or exceed the technical specifications required for EPA methods TO-14a and TO-15. High-quality performance is verified for EVERY canister with our demanding chemical inertness tests.