Product Description
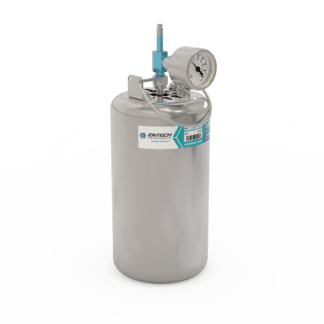
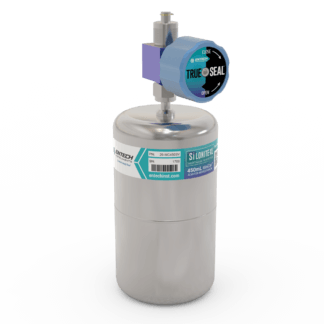
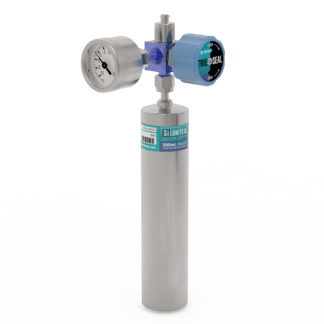
MiniCans™ are the next generation of air sampling canisters from Entech. Designed for tool-free operation, affordable shipping, and high capacity automation using Entech robotic autosamplers, Silonite™ treated MiniCans™ allow the recovery of a wider range of compounds than any other sampling canister. Like their larger 6L cousins, MiniCans™ excel at recovering compounds that are incompatible with tube sampling technology, including Siloxanes, H2S, mercaptans, formaldehyde, amines, ammonia, and many other thermally labile compounds. Despite the MiniCan’s small size, advances in GCMS sensitivity allow for detection limits that easily surpass EPA Method TO-14a and TO-15 requirements. The MiniCan’s superior analytical performance, low shipping weight, lower cost, and autosampler friendly design make it an ideal solution for advanced air monitoring applications.
Entech canisters are widely considered the most accurate and reliable whole air sampling systems in the industry. All Entech canisters feature Silonite™, an ultra-inert ceramic coating that prevents exposure of target chemicals to catalytic metal surfaces and increases the range of recoverable compounds. This coating also ensures Entech canisters clean up faster than competitive canisters, saving you time and money.
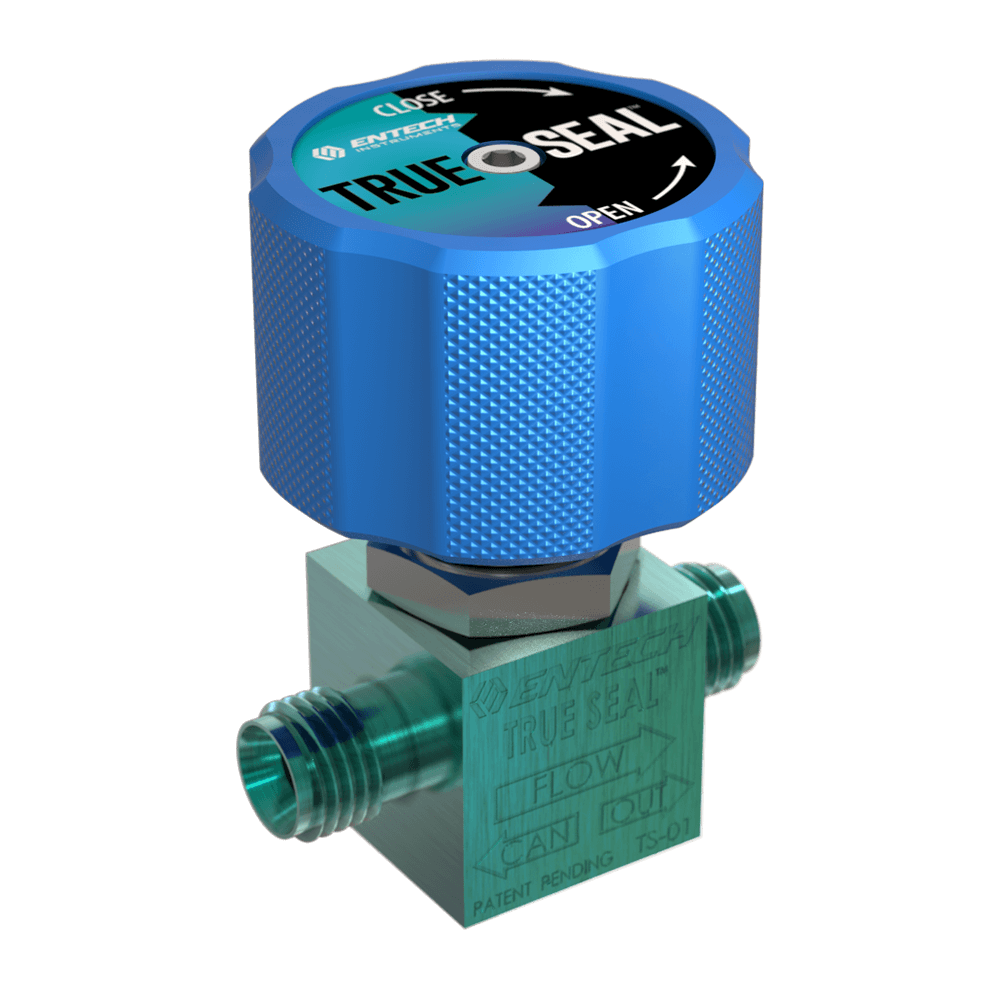
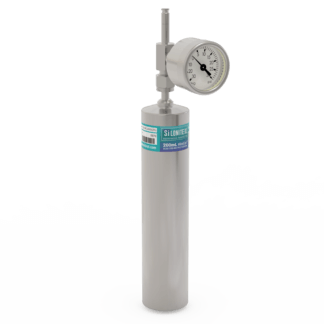
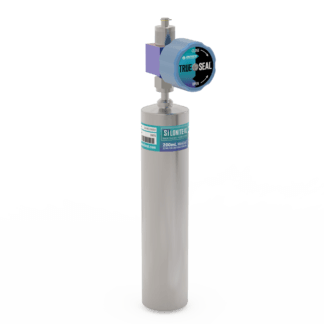
This 1L Silonite™ MiniCan™ features the all new TrueSeal™ Valve. With years of feedback from lab customers and field sampling professionals, Entech has engineered a valve that not only seals with less force than any other valve on the market (< 2in/lb), but also provides a double seal for extra assurance of leak-free operation, even in the most demanding conditions. The TrueSeal™ valve cannot be damaged by overtightening.